Online Inquiry:![]()
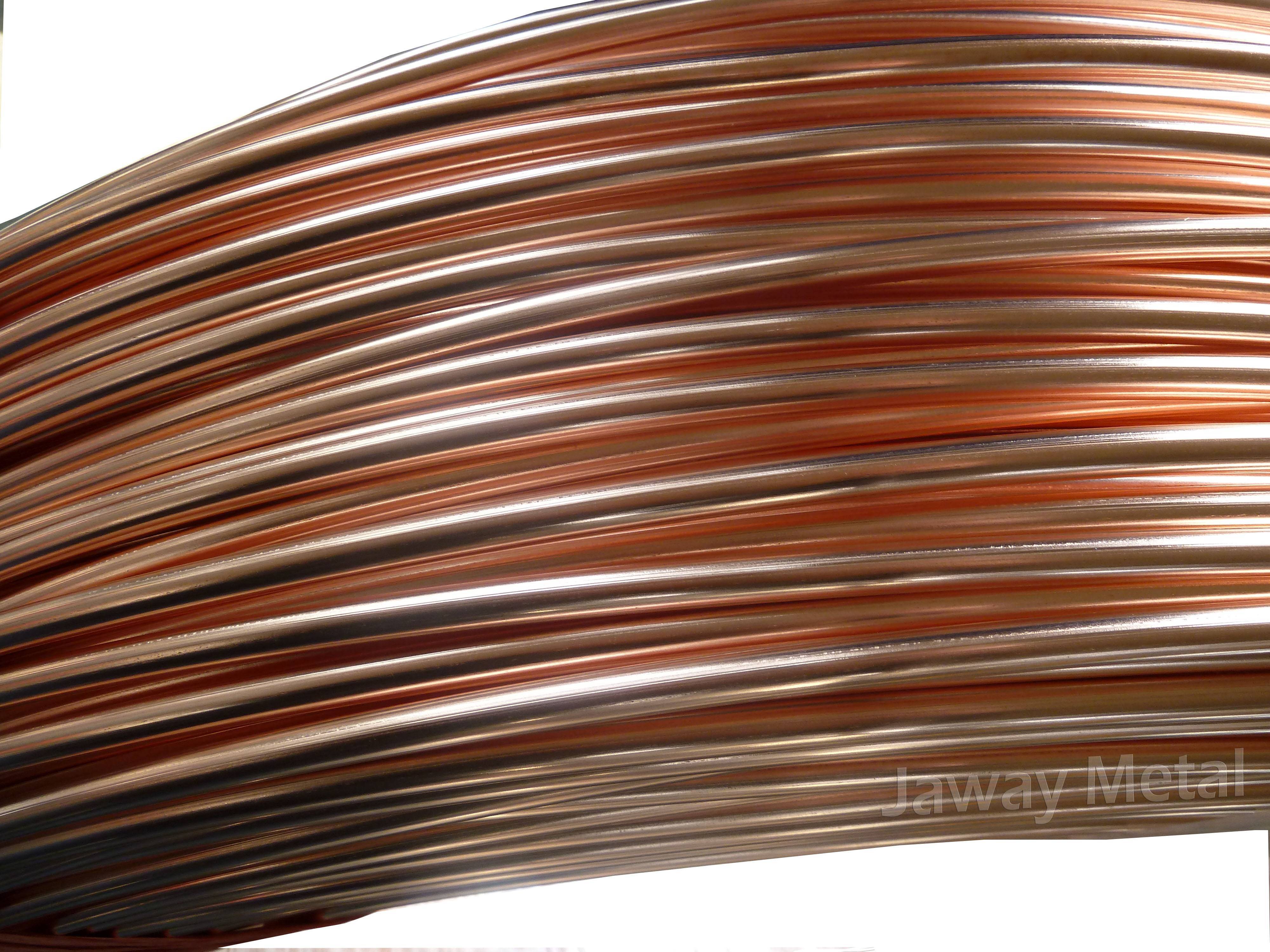
stainless steel wire rod 201 204Cu 303 317L 347 330
1. The welding wire is used for welding low carbon structural steel , low alloy steel and high strength steel structures of 500Mpa
2. Application: mineral machine, engineering machinery, shipping building , oil pipeline equipment, pressure vessels, steel constructions;
3. high-speed welding of light gauge plate and pipe line steel.
4. All the products we supply are under strict control. And we offer good after-sale service.
5. Your special designs are welcome and your requirements are satisfied
6. We offter various types of high quality building materials such as nails, galvanized wires, welding consumables and wire meshes.
7. Our company has strong supply ability, we have our own warehouses to shorten the delivery time, can meet our customers' demand anytime
Standard: AWS/A5.20 E70T-1 GB/T 10045 E500T-1 | ||||||
USE FOR | (Compostion) | Mechanics ability | Package | Dia of spool | Size(mm) | |
ER308L | 18Cr- Mainly for welding 18Cr-8Ni steel; | C:0.064% ; Mn:1.65%; Si:0.42% ;Ni:8.33%;Cr:17.10% | Mpa 1200 | 5/10/15/20 | 100/270/300 | MIG:0.8-1.6 ; TIG:1.0-4.5 |
ER304L | 17Cr-8Ni;Mainly for welding 17Cr-8Ni steel; | C:0.028% ;Mn:1.65%;Si:0.42%;Ni:8.33% Cr:17.10% | Mpa 1200 | 5/10/15/20 | 100/270/300 | MIG:0.8-1.6 ; TIG:1.0-4.5 |
ER308 | 19Cr-9 | C:0.064%;Mn:1.65% | Mpa 1200 | 5/10/15/20 | 100/270/300 | MIG:0.8-1.6 |
Mainly for welding 19Cr-9Ni steel; | Si:0.42%;Ni:10.33% Cr:20.10% | TIG:1.0-4.5 | ||||
ER308L | 20Cr-9Ni | C:0.024%;Mn:1.65% | Mpa 1200 | 5/12.5/15/20 | 100/270/300 | MIG:0.8-1.6 |
Mainly for welding 20Cr-9Ni steel; | Si:0.42%;Ni:10.33% Cr:20.10% | TIG:1.0-4.5 | ||||
ER309 | 20Cr-13Ni | C:0.064%;Mn:1.65% | Mpa 1200 | 5/10/15/20 | 100/270/300 | MIG:0.8-1.6 |
Mainly for welding 20Cr-3Ni steel; | Si:0.42%;Ni:14.33% Cr:20.10% | TIG:1.0-4.5 | ||||
ER309L | 20Cr-14Ni | C:0.024%;Mn:1.65% | Mpa 1200 | 5/10/15/20 | 100/270/300 | MIG:0.8-1.6 |
Mainly for welding 20Cr-14Ni steel | Si:0.42%;Ni:14.33% Cr:20.10% | TIG:1.0-4.5 | ||||
ER309Lsi | 20Cr-14Ni | C:0.024%;Mn:1.65% | Mpa1200 | 5/10/15/20 | 100/270/300 | MIG:0.8-1.6 |
Mainly for welding 20Cr-4Ni steel | Si:1.02%;Ni:14.33% Cr:20.10% | TIG:1.0-4.5 | ||||
ER321 | 16Cr-7Ni | C:0.064%;Mn:1.65% Si:0.42%; | Mpa 1200 | 5/10/15/20 | 100/270/300 | MIG:0.8-1.6 |
Mainly for welding 16Cr-7Ni steel | Ni:8.33% Cr:17.10% Ti:0.73% | TIG:1.0-4.5 | ||||
ER347 | 16Cr-9Ni | C:0.064%;Mn:1.65% Si:0.42%; | Mpa 1200 | 5/10/15/20 | 100/270/300 0 | MIG:0.8-1.6 |
Mainly for welding 16Cr-9Ni steel | Ni:9.33% Cr:17.10% | TIG:1.0-4.5 | ||||

In order to offer you the exact quotaiton, could you pls kindly inform us the detailed item, size, material grade, quantity and other requirements.